Welding is a critical process in boiler fabrication, connecting metal components to ensure airtightness and high pressure resistance under extreme operating conditions. Today, three primary welding methods are widely used in boiler manufacturing: TIG welding (GTAW), MIG welding (GMAW), and SAW welding (Submerged Arc Welding). Each technique operates on distinct principles, with its own advantages and limitations, making them suitable for different technical requirements.
Below is a detailed analysis of each welding method to help businesses choose the most suitable solution for boiler fabrication.
1. Common Welding Technologies in Boiler Fabrication
1.1. TIG Welding (GTAW) – High-Quality Welds for Specialized Materials
TIG welding (Tungsten Inert Gas), also known as GTAW (Gas Tungsten Arc Welding), is an arc welding process that utilizes a non-consumable tungsten electrode and an inert shielding gas (argon or helium). This process does not require flux, producing exceptionally clean and high-purity welds with minimal defects.
1.1.1. Working Principle
- An electric arc is established between the tungsten electrode and the base material.
- A shielding gas (typically argon) surrounds the weld area, preventing oxidation and contamination.
- If additional filler metal is needed, the welder manually feeds a welding rod into the arc zone.
- The heat from the arc melts the base material and filler rod (if used), forming a solid, durable weld upon cooling.

1.1.2. Advantages of TIG Welding
One of the main reasons TIG welding is highly regarded in boiler fabrication is its superior weld quality. By utilizing a non-consumable tungsten electrode and a stable arc, this method produces clean welds with minimal defects and excellent mechanical strength. Since no flux or protective coating is needed, the process minimizes contamination and porosity in the weld.
Additionally, TIG welding allows precise heat control, reducing distortion when welding thin materials, especially sensitive alloys such as stainless steel (304, 316), aluminum, and titanium. This precision is crucial for steam-generating systems in boilers, where high-accuracy welds are required to ensure efficient heat transfer and durability under high pressure.
Furthermore, TIG welds offer high aesthetic quality, with smooth surfaces and minimal spatter or burrs, reducing post-weld finishing work. This significantly enhances product quality, particularly for stainless steel boilers or components requiring polished surfaces.
1.1.3. Disadvantages of TIG Welding
Despite its numerous advantages, TIG welding also has some drawbacks. First, the welding speed is relatively slow due to the controlled melting process, making it less suitable for thick sections or high-volume production.
Moreover, TIG welding requires a high level of skill, as the welder must precisely control the arc, heat input, and filler rod (if used). Inexperienced welders are prone to defects such as burn-through, weld cracks, or lack of fusion.
Another downside is the high cost, including material expenses (tungsten electrodes, argon gas) and labor costs due to the skilled expertise required. In boiler fabrication, TIG welding is typically used for small components that demand high precision rather than large structural assemblies.
>>> Prebecc’s Fabrication Service with high skilled welders
1.2. MIG Welding (GMAW) – High Speed, Suitable for Mass Production
1.2.1. Working Principle
- The welding wire (which also serves as the electrode) is automatically fed through the welding torch.
- An electric arc is generated between the wire and the base material, melting the wire and forming the weld joint.
- The shielding gas prevents oxidation by blocking oxygen from the surrounding environment.

1.2.2. Advantages of MIG Welding
MIG welding offers a significant advantage in welding speed, as the continuous wire feed minimizes downtime and enhances production efficiency. This makes it particularly popular for fabricating boiler shells, insulation covers, and large load-bearing structures.
Additionally, the high level of automation makes MIG welding ideal for modern production lines. When integrated with robotic welding systems, this method ensures consistent, uniform welds with strong mechanical properties while optimizing productivity.
Another key advantage is its ease of operation, as it does not require as much skill as TIG welding. The stable arc allows welders to maintain better control, even in different welding positions. Furthermore, the lower material costs—since tungsten electrodes are not required—make MIG welding a cost-effective choice for mass production.
1.2.3. Disadvantages of MIG Welding
Despite its speed, MIG welding does not achieve the same high-quality welds as TIG, particularly when working with thin materials or specialized alloys. Because it relies on a consumable wire, the process is more susceptible to porosity if the base material is not properly cleaned or if the shielding gas flow is unstable.
Another limitation is the difficulty in controlling heat input when welding small or intricate components, which can lead to burn-through or material warping. For this reason, MIG welding is less suitable for applications requiring precision, such as pressure piping or heat exchanger systems in boilers.
1.3. SAW Welding (Submerged Arc Welding) – High Productivity, Ideal for Thick Steel Welding
SAW (Submerged Arc Welding) is an automated welding method that utilizes a continuously fed consumable wire electrode, with a layer of granular flux covering the weld area.
1.3.1. Working Principle
- An electric arc is generated between the welding wire and the base material, submerged under a thick layer of flux.
- The flux shields the arc from atmospheric contamination, ensuring a stable arc and minimizing porosity.
- The continuous wire feed maintains a high welding speed and consistent weld quality.

1.3.2. Advantages of SAW Welding
SAW is an ideal choice for large boiler structures, such as high-pressure boiler shells or hot water storage tanks. Because the arc is submerged under the flux layer, SAW achieves higher productivity than TIG and MIG welding while reducing contamination risks caused by air exposure.
Another major advantage is its high consistency, as the mechanized process ensures uniform weld quality in mass production. Additionally, the flux not only protects the weld but also aids in cleaning it, reducing the likelihood of defects such as porosity or hot cracking.
1.3.3. Disadvantages of SAW Welding
Despite its high efficiency, SAW is limited to flat or horizontal welding positions and cannot be used for overhead or complex-angle welding. This restricts its application in small components or intricate boiler parts.
Furthermore, the initial investment cost is high due to the need for specialized welding machines, wire feeders, and flux delivery systems. SAW also requires a large operational space, making it less suitable for small workshops or constrained manufacturing environments.
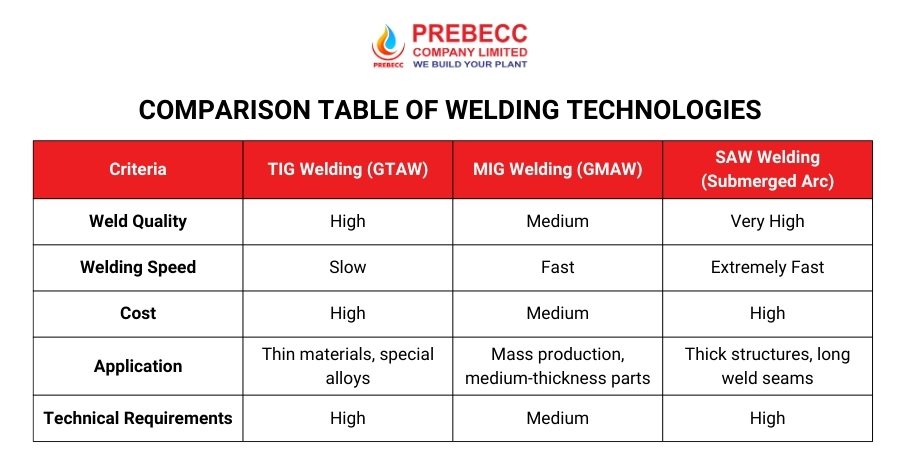
2. Comparison and Selection of the appropriate Welding Technology
Choosing the right welding technology not only affects weld quality but also determines production costs and the operational efficiency of the boiler. Each welding method—TIG, MIG, and SAW—has its own distinct advantages, making it suitable for different technical requirements and economic considerations.
2.1. Selection Based on Technical Criteria
2.1.1. Weld Quality and Sealing Performance
2.1.2. Welding Speed and Production Efficiency
2.1.3. Material Type Considerations
- If the material is stainless steel or aluminum alloy, TIG welding ensures the best weld quality.
- If the material is carbon steel or standard alloy steel, MIG or SAW welding can be prioritized to increase speed and reduce costs.
- If welding thick steel plates (10 mm or more), SAW is the most suitable choice due to its high heat input, ensuring strong and uniform welds.
2.2. Selection Based on Economic Criteria
Equipment Investment Costs
- TIG welding requires more complex equipment and has a slower welding speed, leading to higher labor costs. Therefore, it is primarily used when weld quality is the top priority.
- MIG welding has a relatively affordable equipment cost, is easy to operate, and is suitable for mass production while maintaining good quality.
- SAW requires high-power welding systems, but its high productivity helps reduce labor costs per product.
Welding Material and Energy Consumption Costs
- TIG welding uses pure argon shielding gas and tungsten electrodes, increasing material costs.
- MIG welding uses cheaper wire but may consume more shielding gas when working outdoors.
- SAW has high arc efficiency and minimal metal loss, significantly reducing material consumption costs in large-scale applications.
2.3. Overall Assessment and Welding Selection Recommendations
There is no single welding method that is universally optimal for all applications. The choice should be based on a balance between quality, productivity, and cost.
If a company focuses on manufacturing high-quality boilers that meet stringent standards, TIG welding is the best choice for critical welds.
If productivity and cost efficiency are the priorities, MIG and SAW welding can be combined to maximize production efficiency.
In practice, many companies integrate multiple welding technologies within the same production line:
- TIG welding ensures quality for critical positions.
- MIG welding is used for intermediate components with moderate thickness.
- SAW welding is applied to thick structures requiring high-speed welding.

>>>Learn more about Welding Process Terms (WPS, PQR, WPQR)
3. Practical Applications of TIG, MIG, and SAW Welding in Boiler Manufacturing
3.1. Application of TIG Welding in Boiler Components
Due to its ability to create smooth welds without metal spatter, TIG welding is particularly suitable for components made of stainless steel, aluminum alloys, copper, or nickel alloys—materials commonly used in high-pressure areas requiring absolute sealing.
Examples:
- Steam-generating tubes and heat exchanger tubes: These areas are subject to high pressure and temperatures, requiring welds with high mechanical strength and no leakage. TIG welding ensures uniform welds and minimizes the risk of cracks caused by thermal stress.
- Low-pressure steam pipelines: Small-diameter pipes experience high thermal loads and are prone to deformation during welding. TIG welding allows precise temperature control, reducing pipe distortion.
- Weld joints for special alloys: Some boiler designs incorporate materials such as Inconel or Duplex Stainless Steel. TIG welding is the optimal method to ensure corrosion resistance and high durability in extreme temperature environments.
3.2. Application of MIG Welding in Boiler Manufacturing
This welding technology is suitable for medium-thickness components where the weld quality does not need to be as high as TIG welding but still meets operational requirements.
Examples:
- Boiler shell and outer casing: MIG welding is widely used to join steel plates in forming the boiler’s main structure. Its high welding speed and minimal slag production optimize large-scale manufacturing.
- Supports and load-bearing structures: Components that withstand high mechanical loads, such as boiler supports and pipe brackets, are typically welded using MIG to ensure structural strength at a lower cost than TIG welding.
- Intermediate component joints: In many cases, MIG welding is used for quickly joining steel plates, which can later be further processed or finished with another welding method.
3.3. Application of SAW Welding in Boiler Manufacturing
Submerged Arc Welding (SAW) is a specialized technology for welding thick steel structures with extremely high efficiency. By using flux to fully cover the weld pool, this method protects the weld from air exposure, minimizing porosity and enhancing mechanical strength.
Examples:
- Welding thick boiler shells: Large-capacity boilers often have thick shells (10mm or more) that need welds capable of withstanding high pressure. SAW welding creates strong, uniform joints with minimal risk of thermal stress cracking.
- Welding large-diameter steam pipelines: For high-pressure pipelines with large diameters, SAW welding ensures high-speed welding while maintaining consistent weld quality.
- Welding feedwater tanks for boilers: These tanks are typically large and require long, strong weld seams. SAW welding shortens construction time due to its ability to perform continuous welding without interruptions.
SAW welding offers superior speed and deep penetration, ensuring strong welds for heavy-duty structures. Additionally, since the weld is shielded from air exposure, it reduces the risk of porosity and hot cracking.
However, SAW welding can only be performed in horizontal or vertical positions, making it less flexible than TIG or MIG welding. Furthermore, SAW equipment is bulky, requiring ample workspace and precise pre-welding setup.
The choice of welding technology should be based on technical requirements, material selection, production efficiency, and investment budget. Therefore, businesses should carefully consider their options or consult welding experts to make the most suitable decision.
CONTACT US FOR YOUR PROJECT
Email: info@prebecc.com
Hotline: (+84) 7 08 09 1033