Chất lượng của một bộ trao đổi nhiệt (heat exchanger) không được quyết định bởi một công đoạn riêng lẻ mà là kết quả của toàn bộ quá trình từ lựa chọn vật liệu, gia công cơ khí, hàn lắp, xử lý nhiệt đến kiểm tra chất lượng cuối cùng.
Chỉ một sai số nhỏ trong quá trình chế tạo cũng có thể làm giảm hiệu suất truyền nhiệt, gây rò rỉ lưu chất hoặc ảnh hưởng đến tuổi thọ thiết bị.
Dưới đây là những yếu tố quan trọng cần được kiểm soát trong quá trình chế tạo.
1. Kiểm soát vật liệu và độ chính xác của thân thiết bị (Shell)
Thân thiết bị (Shell) là bộ phận chịu áp lực chính, đồng thời là kết cấu bao bọc toàn bộ bó ống trao đổi nhiệt. Vì vậy, ngoài việc lựa chọn đúng chủng loại vật liệu theo yêu cầu thiết kế và tiêu chuẩn ASME, quá trình gia công thân thiết bị cũng phải đảm bảo độ chính xác hình học rất cao.
Sau khi cắt và lốc thép thành dạng hình trụ, các mối hàn dọc được thực hiện theo quy trình hàn đã được phê duyệt. Trong suốt quá trình này, việc duy trì độ tròn của thân thiết bị là yêu cầu đặc biệt quan trọng.
Một trong những lỗi kỹ thuật nghiêm trọng nhất trong chế tạo vỏ thân là hiện tượng méo elip (Ovality).
Nguyên nhân: Khi đưa chùm ống (Tube Bundle) vào bên trong vỏ thân, nếu vỏ bị méo, bán kính ngoài của các tấm vách ngăn (Baffle Plates) sẽ va quệt mạnh vào bề mặt thô vách trong của vỏ. Điều này không chỉ gây trầy xước sâu, tạo rãnh ăn mòn mà còn làm kẹt toàn bộ hệ thống, khiến việc lắp ráp ruột máy trở nên bất khả thi.
Do đó, ngay từ công đoạn cán lốc bản thép tấm, kỹ sư phải sử dụng các vòng gá bổ trợ giữ độ tròn (Roundness Reinforcing Rings). Đối với các thiết bị có đường kính càng lớn và độ dày vách vỏ càng mỏng, hệ thống vòng gá này phải được tính toán độ cứng vững cao hơn để chống méo hiệu quả trong suốt quá trình hàn.
Trước khi tiến hành liên kết hàn, cần gắn thêm tấm đệm công nghệ (End-Plate) cố định theo chiều dài đường hàn để kiểm soát độ co ngót.
Sau khi hoàn thành hàn lắp, nhà chế tạo thường kiểm tra độ tròn bằng thiết bị chuyên dụng hoặc các thiết bị kiểm tra mô phỏng đường kính bó ống nhằm đảm bảo quá trình lắp ráp sau này diễn ra thuận lợi, không phát sinh va chạm.
2. Định vị chính xác các Nozzle
Cửa ống (Nozzle) là nơi dẫn lưu chất vào và ra khỏi thiết bị. Công tác lấy dấu và cắt mở lỗ (Hole Opening) trên thân vỏ phải dựa trên bản vẽ hướng dẫn kỹ thuật định hướng (Orientation Drawings). Quy trình bắt buộc là phải có sự phê duyệt, nghiệm thu từ bộ phận kiểm soát chất lượng (QC Inspection) trước khi chính thức bấm máy cắt.
Khi lắp ráp Nozzle, thợ hàn cần đặc biệt kiểm soát:
Chiều cao nhô ra của Nozzle so với đường tâm thiết bị.
Độ nghiêng góc so với mặt bích nối bằng cách đo đạc thông số thực tế và áp dụng các công thức lượng giác dựa trên chiều dài vỏ và góc lệch tâm hình học để căn chỉnh.
Độ đồng phẳng và dung sai khoảng cách giữa các Nozzle nếu thiết bị được thiết kế theo dạng lắp chồng (Stacking Heat Exchanger) nhằm đảm bảo các mặt bích khớp nhau tuyệt đối khi kết nối tại công trường.
3. Gia công và lắp chùm ống trao đổi nhiệt
Bó ống (Tube Bundle) được xem là “trái tim” của bộ trao đổi nhiệt vì đây là nơi diễn ra quá trình truyền nhiệt giữa hai môi chất.
Một bó ống hoàn chỉnh bao gồm tấm ống (Tube Sheet), các ống trao đổi nhiệt (Tube), tấm chắn dòng (Baffle Plate), thanh giằng (Tie Rod), ống định vị (Spacer) và các chi tiết liên kết khác.
Trong đó, tấm chắn dòng Baffle không chỉ có nhiệm vụ định hướng dòng lưu chất phía vỏ để tăng hệ số truyền nhiệt mà còn giữ ổn định bó ống, hạn chế hiện tượng rung động trong quá trình vận hành. Khoảng cách và hình dạng của các tấm chắn được tính toán nhằm cân bằng giữa hiệu suất truyền nhiệt và tổn thất áp suất.

4. Quy trình gia công tấm vách ngăn dòng (Baffle Plate)
Tấm vách ngăn dòng đóng vai trò tạo dòng chảy chuyển động hỗn loạn (trái/phải, lên/xuống) cho lưu chất trong thân vỏ, tăng thời gian tiếp xúc, điều chỉnh vận tốc dòng nhằm nâng cao hiệu suất truyền nhiệt, đồng thời là giá đỡ chống rung cơ học cho hệ thống ống.
4.1. Quy trình chế tạo tấm Baffle cực kỳ nghiêm ngặt:
– Lấy dấu và khoan lỗ: Các tấm phôi Baffle (thường dày khoảng 3mm) được cắt thô bằng máy cắt khí gas, sau đó xếp chồng khít lên nhau, hàn gá tạm thời để tiến hành khoan đồng loạt. Quá trình khoan lỗ luồn ống được chia làm 2 giai đoạn: khoan định vị vị trí lần 1 (Position Drill) và khoan mở rộng đạt kích thước thực tế lần 2.
– Gia công độ khít (Tight Tolerance): Đối với các dự án yêu cầu khe hở giữa ống và lỗ vách ngăn cực nhỏ để tránh thất thoát áp suất, người ta dùng mũi doa kỹ thuật (Reamer) ở lần gia công thứ 3. Sau đó, đưa toàn bộ khối vách ngăn gá trên máy tiện để vát cạnh và gia công chính xác đường kính ngoài, giữ chặt bằng các thanh bar xoay tròn cố định.
– Cắt mép tạo khoảng mở (Baffle Cut): Tiến hành tách rời các tấm vách ngăn, lấy dấu vùng cắt (ví dụ: cắt vách 25% hoặc 30% đường kính tùy thiết kế) rồi dùng máy cắt hoặc máy phay gia công tạo khoảng hở cho chất lỏng đi qua. Toàn bộ các mép cắt và lỗ luồn ống bắt buộc phải được mài nhẵn, vát mép (Chamfering) để loại bỏ ba-vớ, ngăn hiện tượng cào xước ống khi luồn.
4.2. Công tác lắp ráp chùm ống (Bundle Assembly) và luồn ống (Tubing)
Khung chùm ống được dựng lên từ kết cấu liên kết giữa Tubesheet, các tấm Baffle, ống định vị Spacer và siết chặt cứng vững bằng thanh giằng. Để hỗ trợ chùm ống trượt mượt mà vào vỏ thân mà không làm tổn hại vách bồn, các dải đệm trượt (Sliding Shoes) được bắt vít chắc chắn vào các tấm Baffle ở vùng đáy.
Trước khi tiến hành luồn ống, phần đầu ống phải được làm sạch và đánh bóng kỹ lưỡng (Polishing) nhằm loại bỏ oxit hóa, bụi bẩn, tránh rủi ro khuyết tật khi nong giãn ống.
Nhằm tăng năng suất và bảo vệ đầu ống, công nhân chế tạo sẽ sử dụng một khuôn dẫn hướng luồn ống (Insertion Jig / Bullet) lắp vào đầu ống tube.
Khuôn này giúp định hình đầu ống nhọn hơn, giúp việc luồn xuyên qua hàng loạt tấm vách ngăn diễn ra dễ dàng và nhanh chóng.
5. Các phương pháp liên kết Ống – Mặt sàng (Tube-to-Tubesheet Joint)
Đây là vị trí chịu đồng thời áp suất, nhiệt độ và sự giãn nở nhiệt trong suốt quá trình vận hành, đồng thời cũng là khu vực có nguy cơ rò rỉ cao nhất nếu chất lượng chế tạo không được kiểm soát tốt.
5.1. Các phương pháp kết nối ống với tấm tubesheet
Tùy theo yêu cầu thiết kế, liên kết giữa ống và tấm ống có thể sử dụng một trong các phương pháp sau:
- Nong ống cơ học (Tube Expanding).
- Hàn kín (Seal Welding).
- Hàn chịu lực (Strength Welding).
- Kết hợp nong và hàn.
Trong đó, nong ống tạo ra sự biến dạng dẻo của thành ống để hình thành liên kết cơ khí chặt với lỗ trên tấm ống. Đối với các ứng dụng áp suất hoặc nhiệt độ cao, phương pháp hàn kết hợp nong thường được ưu tiên nhằm tăng khả năng chịu tải và đảm bảo độ kín lâu dài.
5.2. Thiết bị và lưu ý vận hành thiết bị nong ống
Việc nong ống sử dụng hai hệ thống máy chính: Máy nong thủy áp (Hydraulic Expander) cho năng suất cực cao, áp lực đồng đều, chuyên dùng cho thiết bị hạng nặng, cấu trúc lớn; và Máy nong cơ khí (Mechanical Expander) hoạt động bằng động cơ điện có tích hợp bộ kiểm soát lực vòng quay (Tube Rolling Controller) và bộ ổn áp tự động (Automatic Voltage Regulator).
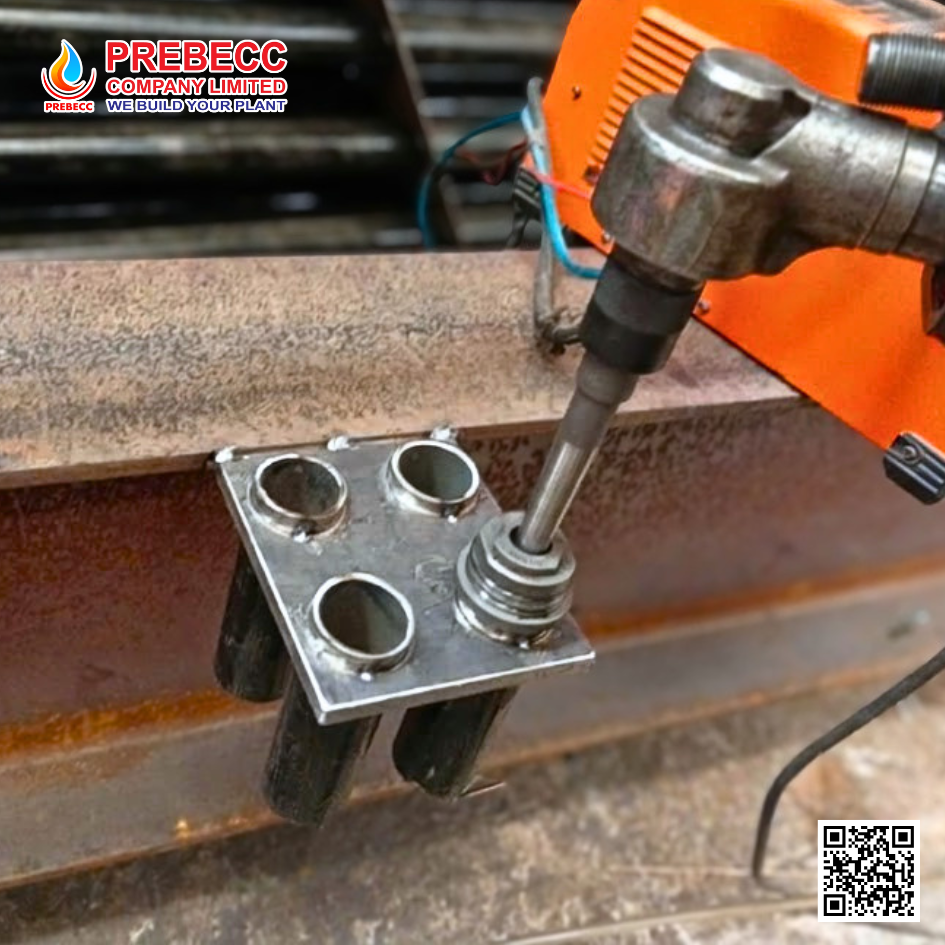
Khi thao tác nong cơ học, kỹ thuật viên cần chú ý:
– Bôi trơn trục tâm nong bằng dầu chuyên dụng (Expander Oil) để giảm thiểu lực ma sát, ngăn ngừa hiện tượng quá nhiệt kẹt dụng cụ bên trong lòng ống.
– Đảm bảo trục tâm nong (Mandrel) phải đồng trục hoàn hảo với tâm của thiết bị truyền động. Sự lệch tâm dù nhỏ cũng sẽ cào xước nghiêm trọng vách trong của ống và gây hư hỏng cơ cấu liên kết.
Lưu ý kiểm soát chất lượng: Sau khi hoàn tất gia công liên kết Tubesheet, cần dùng đồng hồ đo chuyên dụng để kiểm tra nghiêm ngặt độ phẳng và độ phồng bề mặt của mặt sàng (phạm vi biến dạng chấp nhận tối đa không vượt quá 0,002 x D và tuyệt đối không lớn hơn 5mm).
6. Kiểm soát biến dạng do hàn và xử lý nhiệt sau hàn
Các chi tiết như thân thiết bị, đầu phân phối (Channel), tấm ống hay mặt bích đều có thể phát sinh ứng suất dư trong quá trình hàn.
Nếu không được kiểm soát, các ứng suất này có thể gây cong vênh bề mặt làm kín, làm sai lệch kích thước hoặc ảnh hưởng đến tuổi thọ thiết bị.
Vì vậy, đối với các thiết bị có chiều dày lớn hoặc theo yêu cầu của tiêu chuẩn thiết kế, xử lý nhiệt sau hàn (Post Weld Heat Treatment – PWHT) được thực hiện nhằm giảm ứng suất dư và ổn định tổ chức kim loại. Sau khi xử lý nhiệt, các bề mặt làm kín như mặt bích hoặc vách phân dòng thường được gia công tinh lại để khôi phục độ phẳng và đảm bảo khả năng làm kín khi lắp ráp.
7. Kiểm soát chất lượng bộ trao đổi nhiệt bằng các phương pháp kiểm tra không phá hủy
Kiểm tra chất lượng không chỉ được thực hiện sau khi hoàn thành sản phẩm mà diễn ra xuyên suốt quá trình chế tạo.
Tùy theo yêu cầu của dự án, các phương pháp kiểm tra có thể bao gồm:
- Kiểm tra trực quan (VT).
- Kiểm tra kích thước.
- Kiểm tra thẩm thấu chất lỏng (PT).
- Kiểm tra từ tính (MT).
- Kiểm tra siêu âm (UT).
- Chụp ảnh bức xạ (RT).
- Thử kín.
- Thử áp thủy lực (Hydrostatic Test).
Việc kết hợp nhiều phương pháp kiểm tra giúp phát hiện sớm các khuyết tật hàn, sai lệch kích thước hoặc các nguy cơ tiềm ẩn trước khi thiết bị được bàn giao cho khách hàng.

8. Tuân thủ tiêu chuẩn quốc tế và quy trình kiểm soát chất lượng
Một bộ trao đổi nhiệt đạt chất lượng không chỉ phụ thuộc vào tay nghề gia công mà còn phải được chế tạo theo các tiêu chuẩn quốc tế được công nhận.
Trong thực tế, các nhà chế tạo thường áp dụng đồng thời:
- ASME Boiler and Pressure Vessel Code Section VIII đối với thiết bị chịu áp lực.
- TEMA Standards cho thiết kế, chế tạo và kiểm tra bộ trao đổi nhiệt dạng vỏ và ống.
- API 660 đối với các bộ trao đổi nhiệt sử dụng trong ngành dầu khí và hóa dầu.
Việc tuân thủ các tiêu chuẩn này giúp đảm bảo tính đồng nhất trong toàn bộ quá trình sản xuất, nâng cao độ tin cậy của thiết bị, đồng thời đáp ứng yêu cầu kỹ thuật khắt khe của các dự án công nghiệp trong và ngoài nước.